Zach Kaplan
Chicago, USA
This clamp is designed for the X-Carve Pro. It helps the user quickly set machine 0,0 and work 0,0 to be the same. The benefit of this is when you home the machine you are working from exactly 0,0 and you can place your work in Easel at the corner for precise machining without measurement.
| Material | Description | Price | ||
|---|---|---|---|---|

|
Black HDPE Sheet |
Dimensions: 12 in × 12 in, Thickness: 1 in |
$23.83 |
|
| Add to Cart |
$23.83 |
|||
15 minutes
The first step is to machine the L portion of the clamp. The HDPE must be at least 1" thick and a minimum of 8″ × 9″. I used a 12″ × 12″ piece to leave space for the clamps outside the perimeter of this L-Fixture. This is done upside down and backwards so you can machine in the features to conform to the shape of the X-Carve Pro.
Use the first workpiece in the file titled L-Clamp

2 minutes
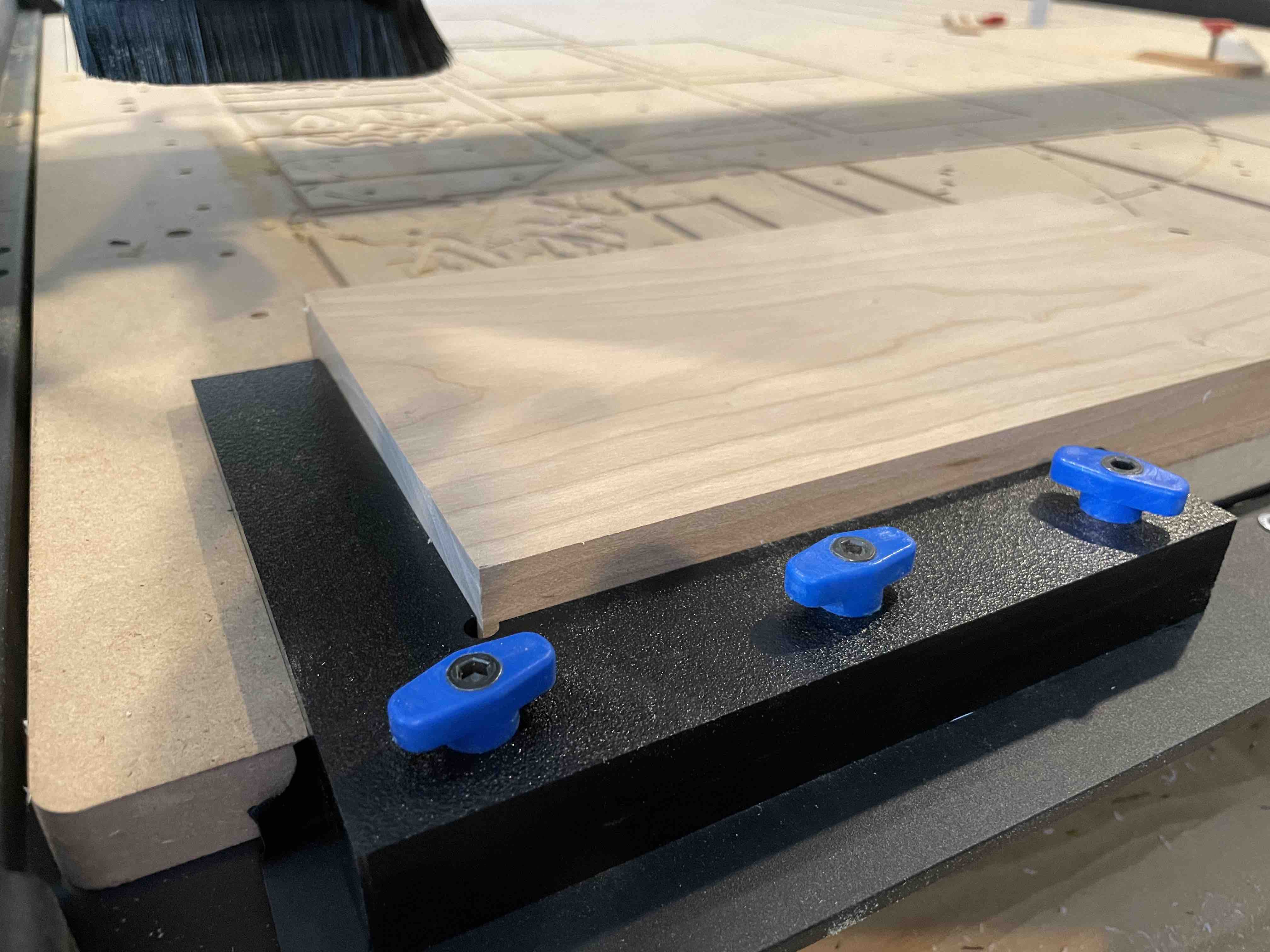
To ensure that the clamp lines up exactly with the X=0 and Y=0 of your X-Carve Pro it is best to use your machine to carve these edges into your Work Zero Clamp.
Install the clamp with the blue thumb screws and then carve the second workpiece named X=0 Y=0 has a rectangle with the corner at 0,0.

1 minute
The final step is to machine a feature called a dogbone into the cover at 0,0 using the drill feature. The purpose of this is to give room for the corner of your material. Since the milling bits are round on the last step when we machined the X=0 and y=0 lines the corner was machined with a radius. This is a problem when you try to put the corner of your material into the corner of the Work Zero Clamp because it won’t fit flush.
Now use the drill feature in the Dogbone Corner workpiece you’ll create space for the corner.