
Patrick Rainsberry
Alta Loma, USA
Learn how to use Fusion 360 to generate a design and cut it on the X-Carve. Also see how to import vector artwork from Adobe Illustrator and engrave it into the material using a chamfer bit (also called V-carving).
Model: http://a360.co/1P59zKk
Video: https://youtu.be/VgR147SXP-w
Download Fusion 360 here:
http://autode.sk/Fusion360Download
After installation create an account to login. Fusion 360 is free for non-commercial use. It will start in a 30-day trial. At the end of the trial you can either purchase a license for $300/year for commercial use or select that you will be using it as a student, hobbyist or startup, which allows you to use it free.
When you launch Fusion you will be in a new design.
Learning the basics
It is recommended that you do some of the basic tutorials before attempting this one.
This tutorial is fairly simple, but assumes the user has a basic knowledge of working in Fusion 360.
5 minutes
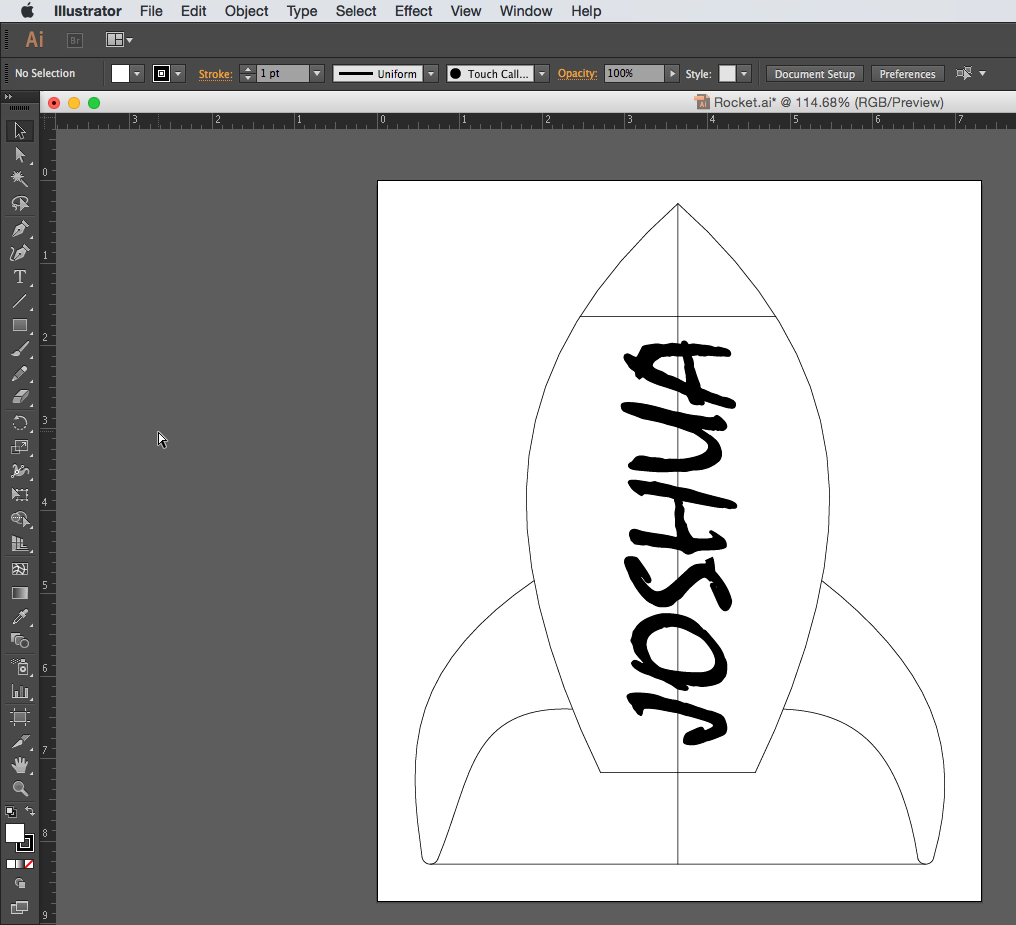
Open up the design you have created; in this case I’ll be showing Illustrator from Adobe.
In Fusion 360 we need “vectors” so if you want to use text from something Illustrator you need to “Convert to Paths.”
Select the Text
Right Click/Create Outlines
You should now see the outlines of the text as “Vector” Paths

2 minutes
Select: File/Save As
Select SVG as the format
Save the file somewhere on disk

Open your Design in Fusion 360
Select: Insert/Insert SVG
Open the exported SVG file
Select the XY (Top) plane or the face of your model
Set the scale to be 1/72
If needed you can select the geometry and move it around to properly position it.
Note: you may want to set the option in Fusion 360 to “Z Up”
Note: Due to the way Illustrator handles SVG there is a conversion from pixels to inches that needs to take place. In Illustrator the default is 72 pixels/inch. So when importing into Fusion we need to set the scale to be 1/72 if you are in inches. The numbers would be different for mm.




1 minute
Select Stop Sketch
This will now return you to the Fusion 360 modeling environment. If you want to edit the sketch again later you can select it in the tree at the left and double click or right click to edit the sketch.

2 minutes
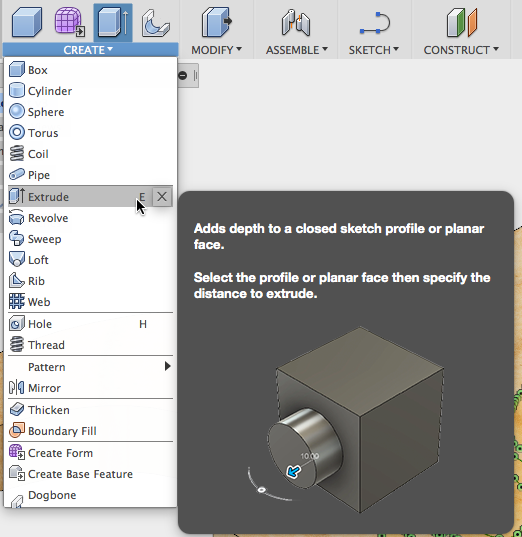
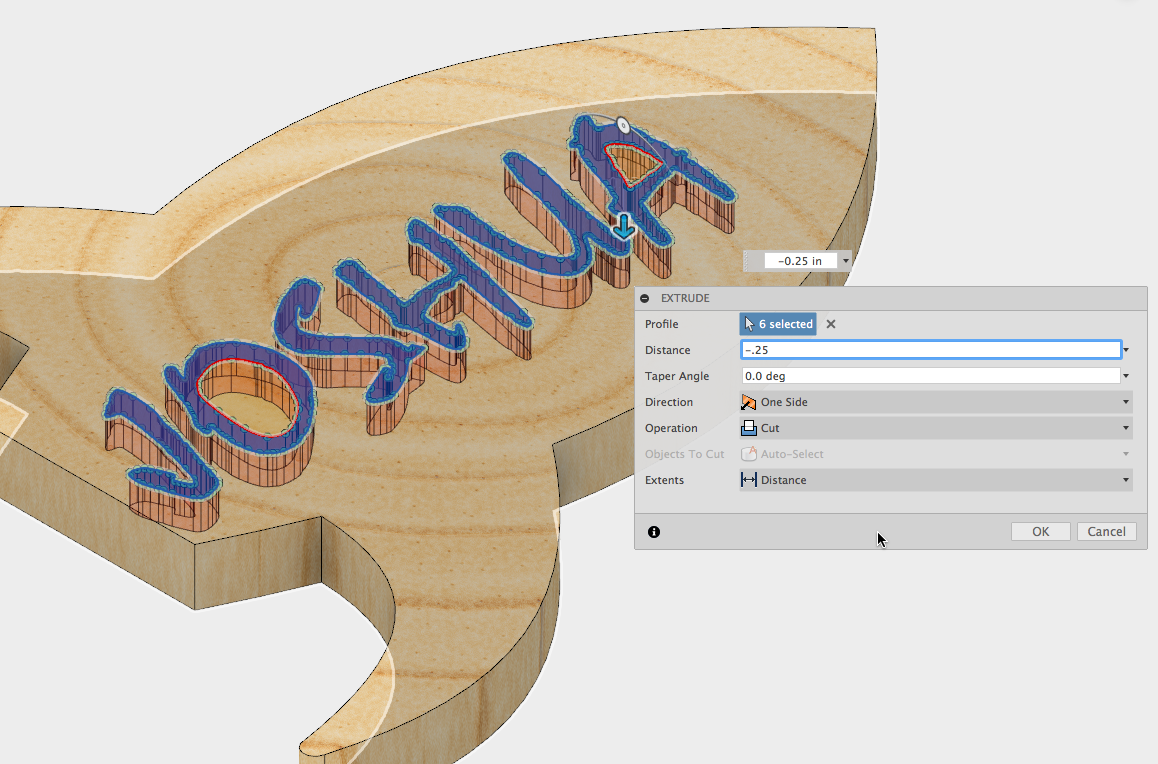
Select Create/Extrude
Select all of the profiles in the sketch
Input a value to cut (-.25”). In this case it doesn’t really matter because we will be engraving.
Operation: Cut
Select OK

1 minute
The CAM workspace allows you to setup tool paths in Fusion 360 to cut your geometry.
You will now see the tool path creation tools

2 minutes
We will create one setup for each tool we are going to use. Lets start with the Profiling.
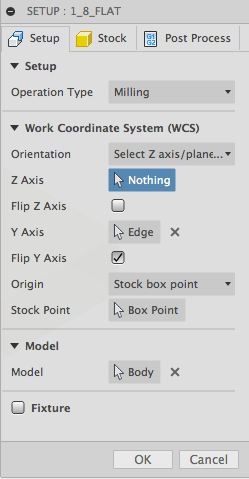
Select: Setup/New Setup
Select the geometry you want to apply these tool paths to
Set the bounding box size
Make sure your Z-Axis is pointing up
See the parameters I used.
Note: you want to make sure your stock thickness is the same as your model thickness here. Also ensure that this value is the same as your accurately measured stock thickness.


2 minutes
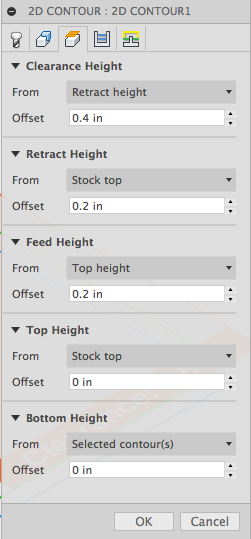
Select: 2D/2D Contour
Select your tool. In this case I am using a 1/8” Flat End Mill
Set the feeds and Speeds
Select the different tabs in the top of the command to set more settings.
Set up tabs as shown
Set direction to be conventional
Set multiple depths (a good rule of thumb is half the cutter diameter)
Note: Climb milling is common in metal machining where the machine is extremely rigid. For CNC routers especially desktop ones we definitely want to use conventional milling.





2 minutes
I like to have one setup for each tool I am going to be using. It makes things easier for post processing later.
Select Setup/New Setup
Use the same parameters as before.
IMPORTANT! Make sure the zero position is in exactly the same place as you did in the first setup. This is very important to make sure the tool change will work.
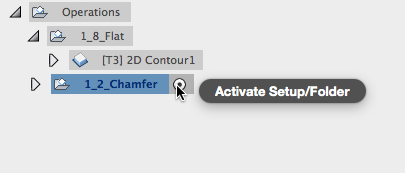
Now Activate the new setup so new operations will be in this setup.
2 minutes
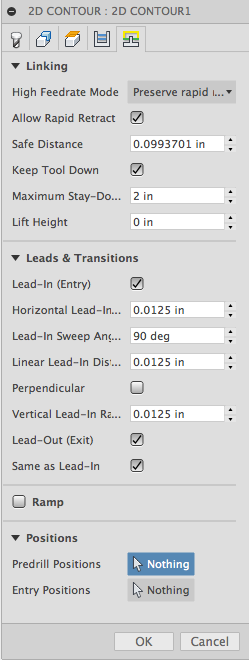
Engrave, also known as V-Carving is used to create things like lettering with variable thickness. It uses a chamfer bit to adjust the width of the cut based on the height of the tool.
Select 2D/Engrave
Select a chamfer tool. In my case I have a 90 degree ½” chamfer bit.
Select the speeds and feeds
Select the contours. Note: for something like the “O” you have to select the internal and external contour.
Select the “Bottom Height”
Note: This will be the maximum depth you want the V-Bit to go down. If you don’t set this shallow enough your geometry won’t be captured. Even if the value is lower the bit will still stop at the point where it is cutting into the geometry.





2 minutes
Since we already have a chamfer bit on here let’s go ahead and run a chamfer around the perimeter.
Select 2D/2D Chamfer
Select the same tool from previous
Set the feeds and speeds
Select the upper contour
Set the chamfer width parameters





2 minutes
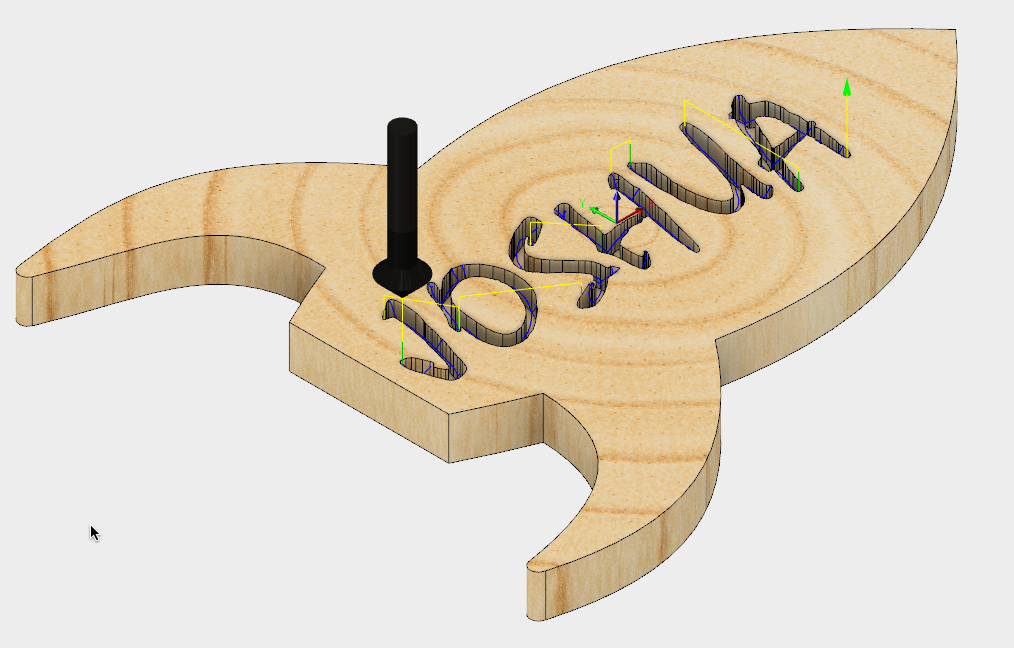
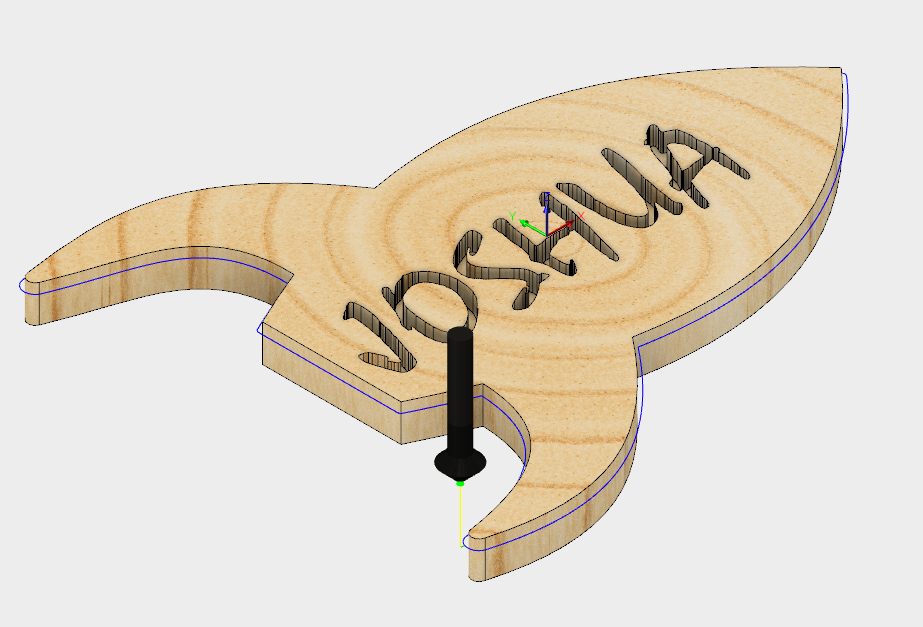
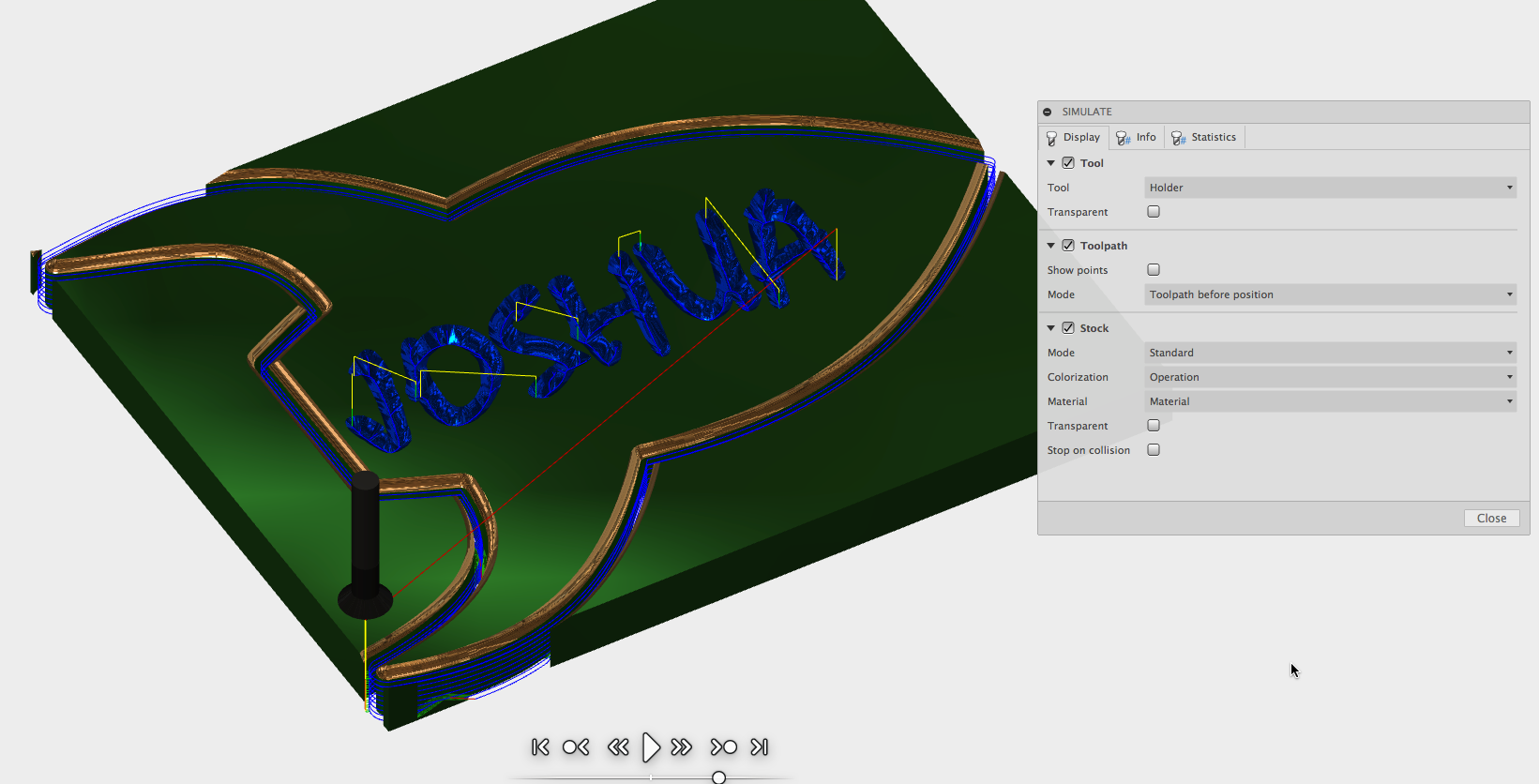
You can simulate the tool path to make sure everything looks good
Select a single operation, a setup or the entire Operations folder
Turn on Stock to see what is cut away
Turn off tool paths to see the stock better
1 minute
Select the first setup (with the 3D Pocket operation)
Select Post process
Uncheck “Use G28” (Unless you know what this is and want to use it)
Save it out with a name so you’ll remember: Rocket_Flat_1_8
Select the second setup (with the chamfer operations)
Select Post process
Uncheck “Use G28” (Unless you know what this is and want to use it)
Save it out with a name so you’ll remember: Rocket_Chamfer_1_2

2 minutes
*Important: * Have you set a G28 position? No?
*If you don’t know what this is or haven’t set it you must open the g-code files and REMOVE the lines that start with G28. *
I will add a tutorial at some point on this but for now if you don’t remove these lines you will probably crash your machine.
After exporting the G-Code Fusion will launch an editor where you can view the code. Use search to find G28 and delete those lines. (cmd+f. ctrl+f)
Typically, there would be three lines one at the beginning and 2 at the end.
This is actually nice if you have set it as it will send your machine to a nice “home” position when it is done and before it starts.
I used some clamps to hold this down. I also put some double sided tape on just for good measure.
Also I like to make sure to square the material nicely against the side of the X-Carve
If you want to really dial it in at this point you can measure the actual Z height off the work surface. Here you can see it is slightly off of the supposed height of .77”
After you take the measurement you would go back into Fusion 360.
Change the Z height in the Setup for the two tools to match this value.
Click “regenerate” on the operations.
Post the gcode again
1 minute
Open up Universal G-Code Sender (UGS).
Use the jog functions to move the tool (flat end mill) to the center of the wood.
Now jog the tool down to the top surface of the wood
Click Reset X and Reset Y in UGS.
Now click Reset Z in UGS.
Note: it is important that you set the zero here where you set it in the model setup in Fusion 360.
10 minutes
Load the first file
If you are unsure you may want to set Z a couple inches up in the air and do a test run.
If the tool starts to take off in an unexpected direction you probably didn’t remove the G28 lines.
Run the G Code pressing send in UGS
15 minutes
After the first code is done all of your zeros are still good for the part.
You may want to jog the machine to an easy location to change the bit.
Make sure not to ever forcibly move any of the axis or it will mess up your X/Y.
Change the bit to a chamfer bit
Now jog the Z Axis down so it is just touching the top surface.
Zero JUST the Z-Axis (Your X and Y are still good)
Load the second file (chamfer)
Run the code


