
Sumanth Shekar
Chicago, USA
3D clock designed by Such and Such, made from 12×6×1.5″ walnut.
Please e-mail files@inventables.com to get the digital files for the clock.

Cut the 48" piece into 4 equal parts. Then glue them together to make a 12×6×1.5″ block.
After the glue dries, sand all surfaces to remove excess glue.
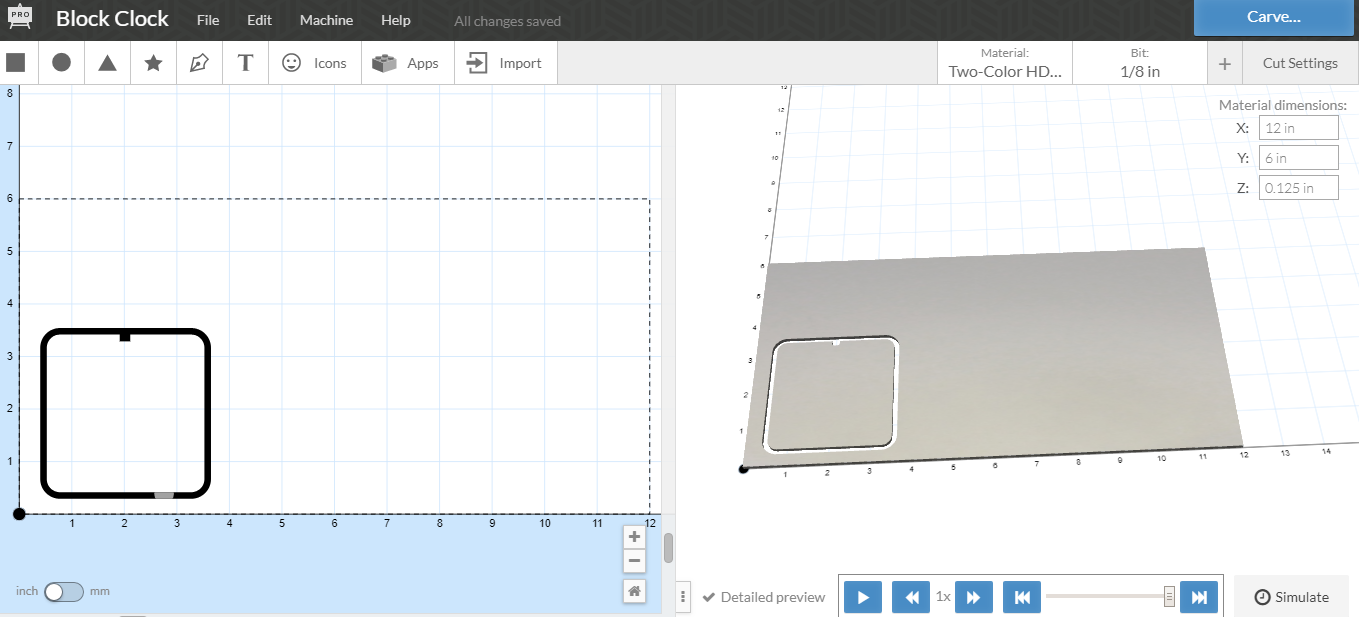
Select which side is going to be the back and clamp the material as shown in the picture. Next, using a 1/4" end mill carve out the mounting holes and the pocket for the mechanism.

Clean off the back of the piece and use double-sided tape to tape the block to the wasteboard, ensuring the material is square and in the correct orientation (front of the clock facing up and the bottom of the clock facing the zero).
Next, use some strips of MDF to securely clamp down the material from all 4 sides. Push the MDF strips to the sides and then clamp the MDF to the wasteboard. The Roughing pass will cut away some part of the MDF strip, but they are essential to securely clamping the material to the wasteboard.
Next, insert a 1/4" bit to the router and use the probe to zero the Z-axis. However, use another piece of wood that is 1.5" and exactly the same height as your material to zero the Z. Zero the X and Y to the lower left corner of the material and then run the ‘.25 roughing pass.nc’ file.
After this is done carving, do not turn off the machine.

Insert the 1/8" ball end mill and run the ‘.125 fine parallel.nc’ file.
Use the same 1.5" block with the Z-probe and then select use last X Y. This ensures that your X & Y axes are zeroed to the same spot as the previous operation and the Z is zeroed to the height of the 1/8" end mill.
After the machine is done carving, remove the material and lightly sand surfaces.
Using a 1/8" end mill cut out the back plate from 1/8" sheet of acrylic.
10 minutes
Insert the clock mechanism into the pocket and use hot glue or double-sided tape to secure it in place. Next, attach the clock hands and press the backplate into place.

